Lipirea aluminiului este un proces dificil la domiciliu. Dificultatea poate fi explicată prin proprietățile metalului, ceea ce face dificilă îmbinarea părților individuale de aluminiu cu alte substanțe. Aluminiul trebuie să fie îmbinat în conformitate cu tehnici special dezvoltate pentru a asigura calitatea lipiturii. Experiența meșterului care a lipit piesele din aluminiu este importantă.
Cuprins
De ce nu este bun lipirea aluminiului de lipit
Mulți oameni au încercat să sudeze aluminiu acasă și și-au dat seama că lipitura nu se lipește de suprafața piesei de prelucrat. Acest lucru se datorează formării unei pelicule stabile de oxid pe metal, care are o aderență scăzută la materialul de lipit. Metodele de lipire a aluminiului la domiciliu se rezumă la combaterea foliei protectoare.
În mineralogie, oxidul de aluminiu se numește corindon. Este format din cristale transparente care sunt pietre prețioase. Culoarea corindonului variază în funcție de impurități: cromul are o culoare roșiatică, iar safirul are o culoare albăstruie. Pelicula de oxid este foarte rezistentă și nu poate fi lipită. Acesta trebuie îndepărtat de pe suprafață înainte ca piesele să poată fi lipite.

Cum să eliminați stratul de oxid
Pelicula de oxid poate fi îndepărtată prin mai multe metode, cele mai eficiente fiind îndepărtarea chimică și mecanică. Ambele metode necesită un mediu fără aer și fără oxigen pentru a funcționa.
Metoda chimică se bazează pe depunerea zincului sau a cuprului pe suprafața piesei de prelucrat prin electroliză. Sulfatul de cupru sub formă de soluție concentrată se aplică pe zona pregătită pentru lipire. Un terminal minus al unei baterii sau al unei alte surse de energie este atașat la zona curată a metalului. Un capăt al firului de cupru este conectat la terminalul plus, iar celălalt capăt este scufundat în soluția de pe suprafața de aluminiu. Prin electroliză, cuprul sau zincul depun un strat subțire pe aluminiu și se lipesc ferm de acesta. În prezent, este posibilă brazarea aluminiului cu staniu.
Pentru îndepărtarea oxidului se folosește o peliculă de ulei. Pentru această metodă este mai bine să se utilizeze ulei sintetic sau de transformator cu un conținut scăzut de apă. Alte tipuri de ulei trebuie păstrate la o temperatură de +150 ... +200°C, apa se va evapora. La temperaturi mai ridicate, conținutul va începe să se împrăștie. Uleiul deshidratat este aplicat pe suprafața piesei de aluminiu. Folosiți hârtie abrazivă pentru a freca aluminiul de sub stratul aplicat pentru a îndepărta oxidul.
Pânza de șmirghel poate fi înlocuită cu un bisturiu, cu un vârf zimțat de fier de lipit sau cu așchii de fier obținute de la o unghie care a fost șlefuită cu o pilă. Așchiile se toarnă peste ulei și se freacă cu vârful fierului de lipit, îndepărtând stratul de oxid. Partea masivă ar trebui să fie încălzită de preferință cu un jet de aer cald. Lipitura se înmoaie în uleiul de lipit și se freacă cu fierul de lipit peste punctul de lipit. Se adaugă colofoniu sau alt flux pentru a îmbunătăți procesul de lipire.
Pentru lipirea firelor de aluminiu, au fost create fluxuri pe bază de acid acetilsalicilic sau ortofosforic, săruri borice sau de sodiu. Colofoniul este rar utilizat, deoarece nu este foarte eficient în cazul aluminiului. Fluxurile sunt folosite la lipirea firelor, a vaselor și a altor lucruri.
Fluxuri pentru lipirea aluminiului
Fluxurile au o activitate ridicată, așa că, după lipire, trebuie spălate cu o soluție de apă cu alcalin. Bicarbonatul de sodiu funcționează foarte bine ca un caustic. După soda caustică, îmbinarea trebuie clătită cu apă curată. Tractul respirator trebuie protejat împotriva ingestiei de vapori de flux. Acestea pot irita membranele mucoase și pot pătrunde în sânge. Cele mai frecvente trebuie să fie luate în considerare în mod individual.
colofoniu
Colofoniul este cel mai comun dintre toate fluxurile. Se utilizează la îmbinarea diferitelor metale. La aluminiu funcționează doar atunci când nu există aer, așa că este foarte rar folosit. Timpul necesar pentru a lucra cu colofoniu este mai mare, iar eficiența este mai mică. Acest flux nu este pentru profesioniști, poate lipi, dar calitatea îmbinării nu este puternică.
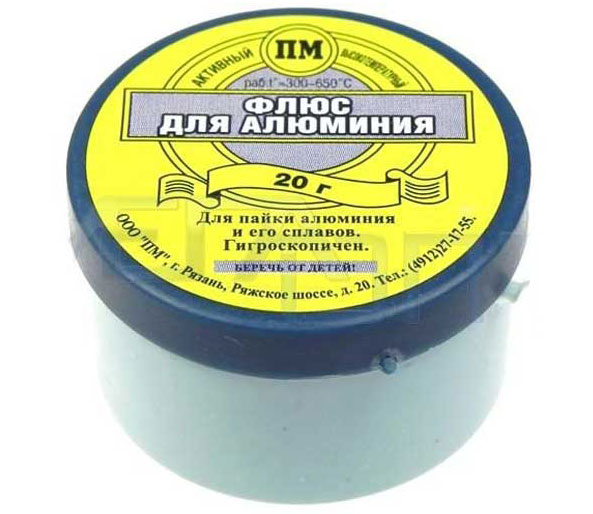
Flux de pulbere
Aluminiul se sudează cu o torță cu gaz folosind un flux de pulbere. Nu se recomandă adăugarea de oxigen la flacără, deoarece reduce eficacitatea fluxului. Cele mai frecvente fluxuri sunt:
- F-34A;
- borax;
- acid acetilsalicilic;
- unsoare de lipit.
F-34A este un flux activ care conține 50% clorură de potasiu, 32% clorură de litiu, 10% fluorură de sodiu și 8% clorură de zinc. Poate fi utilizat cu fluxuri de lipit care conțin aditivi chimici. Este higroscopic și solubil în apă.
Boraxul este o pulbere care se topește la 700°C, solubilă în apă și se spală cu acid citric apos. Costurile sunt reduse.
Acidul acetilsalicilic se găsește sub formă de tablete de aspirină. Când este încălzit cu un fier de lipit, se degajă vapori nocivi, care ard nasul, ochii și organele respiratorii.
Uleiul de lipit este format din parafină, clorură de amoniu și de zinc și apă deionizată. Funcționează bine pe piesele preîncălzite și stinse. După lipirea pieselor din aluminiu, se recomandă spălarea fluxului rezidual, altfel acesta va coroda metalul.
Flux lichid
Fluxul lichid se aplică pe punctul de lipire într-un strat subțire. Se evaporă rapid, producând vapori de ardere cu fierul de lipit. Fluorul F-64 conține fluoruri, tetraetilamoniu, inhibitori de coroziune și apă dionizată. Acesta rupe bine pelicula de oxid și ajută la brazarea pieselor de aluminiu de dimensiuni mari. Se utilizează la lipirea cuprului, aluminiului, fierului galvanizat și a altor metale.
F-61 constă din trietanolamină, fluoroborat de amoniu și fluoroborat de zinc. Utilizat pentru lipirea și lipirea aliajelor de aluminiu la temperaturi de până la 250°C. Castolin Alutin 51 L este compus din cadmiu, plumb și 32% staniu. Funcționează cel mai eficient la temperaturi de peste 160°C.
Oricare dintre fluxurile enumerate ajută la lipirea prin lipire a vaselor de aluminiu, a bilelor de aluminiu de diferite dimensiuni, a bilelor de duraluminiu, duraluminiu (dural).
Lipire de lipit pentru aluminiu
Aliajul de lipire pentru aluminiu are la bază zinc sau aluminiu. Aditivii trasabili sunt adăugați pentru a obține diferite caracteristici, de exemplu, un punct de topire mai scăzut sau o rezistență mai mare. Acestea sunt produse în America, Germania, Franța și Rusia. Să ne uităm la câteva dintre ele.
O lipitură comună și larg răspândită pentru aluminiu este HTS 2000. Este produsă de o companie din SUA. Practica a demonstrat că este instabilă: piesele lipite prezintă scurgeri de aer și umiditate. Acesta nu poate fi utilizat fără flux.
Castolin 192FBK are la bază zinc (97%) și aluminiu (2%) și este produs în Franța. Castolin produce lipiturile 1827 și AluFlam-190 pentru lipirea cuprului și aluminiului la 280°C.

Castolin 192FBK este o lipitură tubulară cu un miez de flux. Se produce în tije, din care 100 g costă 100-150 de ruble. Ușor de lipit găuri mici și fisuri.
Chemet Aluminium 13 este un material de lipire pentru sudarea pieselor la 640°C și peste. Se bazează pe aluminiu (87%) și siliciu (13%). Punctul său de topire este de aproximativ 600°C. Este disponibil sub formă de tije, care au 25 de bucăți la 100 g. Costă 100 g de lipire la un preț de 500 de ruble. Varianta numită Chemet Aluminium 13-UF are o structură scobită și conține flux în miez. Prețul pentru 12 tije, care cântăresc 100 g, este de 700 de ruble.
Lipiturile din aluminiu sunt, de asemenea, produse de companii naționale. Gradul 34A este utilizat pentru lipirea cu o torță cu gaz. Se topește la 525°C și sudează bine aliajele AMz, AM3M, AMg2. 100 g costă 700 de ruble.
Clasa A constă în 60% zinc, 36% staniu și 2% cupru. Se topește la 425 °С. Se produce în tije de 145 g. Costul unei tije este de 400 rbl.
SUPER A+ este produs în Novosibirsk. Este un analog al HTS-2000. Se utilizează împreună cu fluxul SUPER FA. Costă 800 de ruble pentru 100 g. Devine vâscos atunci când este topit și trebuie să folosiți unelte de oțel pentru aplatizarea acestuia.
Sârmă cu miez de flux
Sârma cu miez de flux este potrivită pentru sudarea aluminiului, dar nu și pentru lipire. Nu este posibilă sudarea aluminiului cu o torță cu gaz și sârmă cu strat de flux. Este mai bine să sudați cu un aparat de sudură electric.
Ce fier de lipit este potrivit?
Ce fier de lipit și ce instrument sunt necesare pentru lipire - totul depinde de zona de lipire. Aluminiul și cuprul conduc bine căldura, așa că este nevoie de un fier de lipit puternic. Pentru o piesă de 1000 cm² aveți nevoie de 50-60 de wați de putere a fierului de lipit. Adesea sunt lipite două sau mai multe piese, caz în care puterea crește la 100W. Un fier de lipit mai mic este potrivit pentru încălzirea îmbinării. Vârful este lat și zimțat, astfel încât pelicula de oxid de aluminiu să poată fi îndepărtată.
Luați în considerare modul de lipire a aluminiului cu un fier de lipit. Acest lucru se face cu o unealtă bine încălzită după ce pelicula de oxid a fost îndepărtată și cositorită. Zona cositorită este bună pentru lipire și orice fier de lipit este potrivit pentru zonele cositorite (acest lucru se poate face cu materiale de lipit speciale).
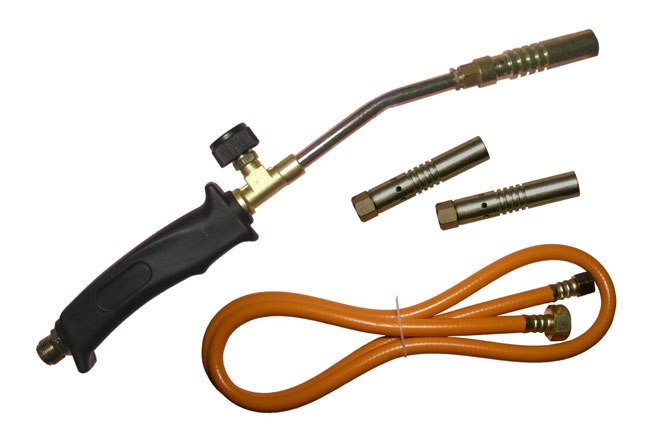
Arzătoare pentru lipirea aluminiului
Este important să știți cum să lipiți cu o torță cu gaz. În cazul în care piesele de prelucrat sunt mari și fierul de lipit nu este suficient de puternic, se poate folosi o torță de suflat. Este mai bine să folosiți o torță cu gaz, deoarece lipirea aluminiului cu ajutorul unei torțe cu gaz are un mare potențial. Torța încălzește rapid îmbinarea până aproape de punctul de topire a aluminiului. Fluxul și lipirea sunt aplicate pe îmbinare, aplatizate cu vârful fierului de lipit și întărite. Îmbinarea trebuie clătită întotdeauna fără acid de lipit sau alte reziduuri de flux.
Respectați normele de securitate la incendiu atunci când lucrați cu lanterne. În vecinătate nu trebuie să fie prezente lichide sau materiale inflamabile.
Care este mai bine - sudare sau lipire
Există diferite răspunsuri la această întrebare. Utilizarea uneia sau alteia dintre metode depinde de utilizarea pieselor după ce acestea sunt îmbinate. Este mai bine să lipiți radiatorul mașinii. Această metodă este ieftină și fiabilă. Flacoanele de lapte și alte recipiente pentru depozitarea alimentelor sunt mai bine sudate. O îmbinare sudată este mai durabilă, în special pentru dimensiuni mai mari. Piesele realizate din aliaje de aluminiu trebuie să fie adesea sudate. Sudarea siluminului este practic singura modalitate de îmbinare, în afară de utilizarea cleiului.
Din sudură și brazare se pot face bani buni dacă vrei. Deseori apar întrebări despre cum să lipiți tuburile de aluminiu în frigider sau să reparați cadrul unei biciclete. Lipirea costă o mulțime de bani la atelier: tuburi de lipit la 1000 RUB sau mai mult. Dacă lipiți firele, taxa este de 15 ruble pe fir. Repararea unui cadru de bicicletă din aliaje de aluminiu folosind lipire costă 500 de ruble. Repararea unei tigaii va costa 100 de ruble. Adăugați la aceasta costul de expediere a articolelor la și de la magazin.
Pentru a economisi acești bani, ar trebui să învățați să vă lipiți singur. Pentru a face acest lucru, trebuie să cumpărați o torță de gaz sub forma unei cutii pentru 700-1000 de ruble și lipire. Puteți învăța cum să lucrați suprafețele și să sudați un radiator vechi de mașină.
Articole conexe: